









































































































Kādi faktori ietekmē ātrgaitas lāzera apšuvuma rezultātus? Galvenie ietekmes faktori ir lāzera parametri, materiāla īpašības, vides apstākļi, substrāta stāvoklis un pirmapstrādes metodes, skenēšanas stratēģija un trajektorijas dizains. Vairāk nekā 22 gadus TEYU Chiller Manufacturer ir koncentrējies uz rūpniecisko lāzera dzesēšanu, piegādājot dzesētājus ar jaudu no 0,3 kW līdz 42 kW, lai apmierinātu dažādas lāzera apšuvuma iekārtu dzesēšanas vajadzības.
Kādi faktori ietekmē ātrgaitas lāzerapšuvuma rezultātus?
2024-01-27
Ātrgaitas lāzerapstrāde ir kļuvusi par revolucionāru materiālu apstrādes metodi, uzlabojot virsmas modifikācijas un materiāla uzklāšanas efektivitāti un precizitāti. Vai zināt, kādi faktori ietekmē ātrgaitas lāzerapstrādes rezultātus? Izpētīsim:
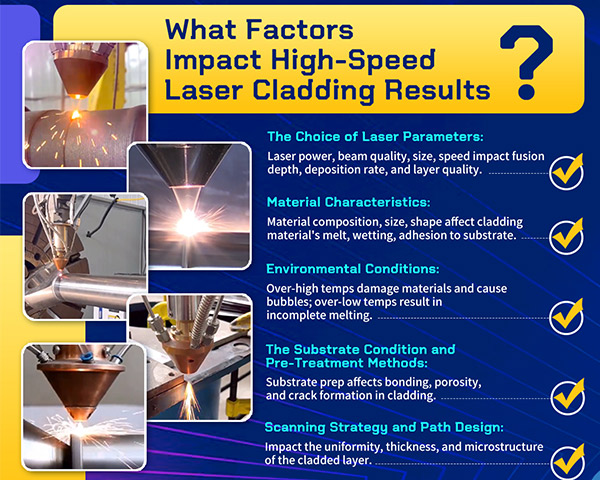
1. Lāzera parametri. Mainīgie lielumi, piemēram, lāzera jauda, stara kvalitāte, plankuma izmērs un skenēšanas ātrums, nosaka kušanas dziļumu, materiāla uzklāšanas ātrumu un pārklājuma slāņa kopējo kvalitāti. Optimāla parametru izvēle ir ļoti svarīga, lai sasniegtu vēlamās virsmas īpašības, vienlaikus nodrošinot minimālu termisko deformāciju.
2. Materiāla īpašības: lāzerapstrādes materiāla sastāvs, daļiņu izmērs un morfoloģija būtiski ietekmē tā kausējamību, mitrināmību un saķeri ar substrātu. Saderība starp substrātu un apšuvuma materiālu ir būtiska, lai panāktu izcilu saķeri.
3. Vides apstākļi: apkārtējās vides temperatūra, mitrums un gāzes vide apšuvuma procesa laikā ir kritiski svarīgi. Piemēram, pārāk augsta temperatūra var sabojāt materiālus, izraisīt burbuļus un izjaukt konstrukcijas, savukārt pārāk zema temperatūra var izraisīt nepilnīgu kušanu, sacietēšanas problēmas un sliktu saķeri, kas ietekmē lāzera apšuvuma kvalitāti. Lai kontrolētu temperatūru lāzera apšuvumā, parasti tiek izmantota lāzera dzesēšanas iekārta.
4. Pamatnes stāvoklis un pirmapstrādes metodes. Pamatnes virsmas raupjums, tīrība un iepriekšēja uzsildīšana ietekmē saķeres stiprību, porainību un plaisu veidošanos apšuvuma slānī. Lai optimizētu apšuvuma saķeri un integritāti, ir svarīgi pienācīgi sagatavot pamatnes virsmu.
5. Skenēšanas stratēģija un ceļa dizains: būtiski ietekmē pārklātā slāņa vienmērīgumu, biezumu un mikrostruktūru. Lāzera stara kustības un pārklāšanās trajektoriju precīza kontrole nodrošina vienmērīgu nogulsnēšanos un vēlamās mehāniskās īpašības.
Vairāk nekā 22 gadus TEYU Dzesētāju ražotājs ir koncentrējies uz rūpniecisko lāzera dzesēšanu, piegādājot dzesētājus ar jaudu no 0,3 kW līdz 42 kW, lai apmierinātu dažādas lāzera apšuvuma iekārtu dzesēšanas vajadzības. Ja jūs tas interesē, droši uzziniet vairāk vietnē Šķiedru lāzera dzesētājs vai nosūtiet e-pastu tieši uzsales@teyuchiller.com lai iegūtu savu ekskluzīvo dzesēšanas risinājumu.

ReviewsNumber of comments: {{ page.total }}
I want to comment?
{{item.nickname ? (item.nickname.slice(0, 2) + '*****') : item.source === 1 ? 'mall buyer' : '--'}}
{{item.comment_time}}
Review in the {{item.country}}
Reviews
Merchant
{{replyItem.nickname ? (replyItem.nickname.slice(0, 2) + '*****') : replyItem.source === 1 ? 'mall buyer' : '--'}}
{{replyItem.parent_nickname ? (replyItem.parent_nickname.slice(0, 2) + '*****') : '--'}}
{{replyItem.is_merchant_reply === 1 ? replyItem.reply_time : replyItem.comment_time}}
Review in the {{replyItem.country}}
Reviews

No customer reviews
Mēs esam šeit, lai palīdzētu, kad jums mūs vajag.
Lūdzu, aizpildiet veidlapu, lai sazinātos ar mums, un mēs ar prieku jums palīdzēsim.
Autortiesības © 2026 TEYU S&A Chiller | Vietnes karte Privātuma politika
Sazinies ar mums
Sveiki! Paldies, ka interesējaties par mūsu ūdens dzesētājiem. Ja jums ir kādi jautājumi, mēs varam jūs savienot ar mūsu pārdošanas komandu!
Sazinies ar mums
email
Sazinieties ar klientu apkalpošanu
Sazinies ar mums
email
atcelt
Customer service