









































































































Hokker faktoaren beynfloedzje de resultaten fan hege-snelheid lasercladding? De wichtichste ynfloedfaktoaren binne laserparameters, materiaalkarakteristiken, miljeu-omstannichheden, substraattastân en foarbehannelingsmetoaden, scanstrategy en paadûntwerp. Al mear as 22 jier hat TEYU Chiller Manufacturer him rjochte op yndustriële laserkoeling, en leveret koelers fariearjend fan 0,3 kW oant 42 kW om te foldwaan oan ferskate koelingsbehoeften fan lasercladding-apparatuer.
Hokker faktoaren beynfloedzje de resultaten fan hege-snelheid laserbekleding?
2024-01-27
Hegesnelheidslaserbekleding is ûntstien as in transformative metoade yn materiaalferwurking, wêrtroch't de effisjinsje en presyzje fan oerflakmodifikaasje en materiaalôfsetting ferbettere wurdt. Witte jo hokker faktoaren ynfloed hawwe op 'e resultaten fan hegesnelheidslaserbekleding? Litte wy ûndersykje:
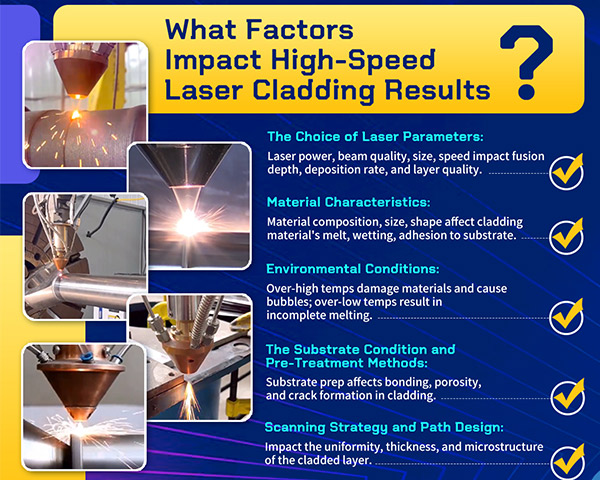
1. Laserparameters. Fariabelen lykas laserkrêft, strielkwaliteit, spotgrutte en scansnelheid bepale de djipte fan fúzje, materiaalôfsettingssnelheid en algemiene kwaliteit fan 'e beklaaide laach. Optimale parameterseleksje is krúsjaal om winske oerflakeigenskippen te berikken, wylst minimale termyske ferfoarming garandearre wurdt.
2. Materiaalkarakteristiken: de gearstalling, dieltsjegrutte en morfology fan it laserbekledingsmateriaal hawwe in djippe ynfloed op syn smeltberens, wietberens en adhesion oan it substraat. Kompatibiliteit tusken it substraat en it bekledingsmateriaal is essensjeel foar it berikken fan superieure bonding.
3. Miljeu-omstannichheden: omjouwingstemperatuer, fochtigens en gasomjouwing tidens it bekledingsproses binne kritysk. Bygelyks, te hege temperatueren kinne materialen beskeadigje, bubbels feroarsaakje en struktueren fersteure, wylst te lege temperatueren liede ta ûnfolslein smelten, problemen mei stolling en minne hechting, wat ynfloed hat op de kwaliteit fan laserbekleding. Om temperatuerkontrôle yn laserbekleding oan te pakken, wurdt faak in laserkoeler brûkt.
4. De tastân fan it substraat en foarbehannelingsmetoaden. Oerflakreuwheid, skjinens en foarferwaarming fan it substraat beynfloedzje de ferbiningssterkte, porositeit en barstfoarming yn 'e beklaaide laach. Foldwaande tarieding fan it substraatoerflak is essensjeel om de adhesion en yntegriteit fan 'e beklaaiïng te optimalisearjen.
5. Skannestrategy en paadûntwerp: hawwe in grutte ynfloed op 'e uniformiteit, dikte en mikrostruktuer fan 'e beklaaide laach. Presyzje yn it kontrolearjen fan 'e laserstrielbeweging en oerlappende spoaren soarget foar konsekwinte ôfsetting en winske meganyske eigenskippen.
Foar mear as 22 jier, TEYU Fabrikant fan koelers hat him rjochte op yndustriële laserkoeling, en leveret koelers fariearjend fan 0.3kW oant 42kW om te foldwaan oan ferskate koelbehoeften foar laserbekledingsapparatuer. As jo ynteressearre binne, kinne jo mear leare op Fiberlaserkoeler , of stjoer direkt in e-post neisales@teyuchiller.com om jo eksklusive koeloplossing te krijen.

ReviewsNumber of comments: {{ page.total }}
I want to comment?
{{item.nickname ? (item.nickname.slice(0, 2) + '*****') : item.source === 1 ? 'mall buyer' : '--'}}
{{item.comment_time}}
Review in the {{item.country}}
Reviews
Merchant
{{replyItem.nickname ? (replyItem.nickname.slice(0, 2) + '*****') : replyItem.source === 1 ? 'mall buyer' : '--'}}
{{replyItem.parent_nickname ? (replyItem.parent_nickname.slice(0, 2) + '*****') : '--'}}
{{replyItem.is_merchant_reply === 1 ? replyItem.reply_time : replyItem.comment_time}}
Review in the {{replyItem.country}}
Reviews

No customer reviews
Wy binne der foar jo as jo ús nedich binne.
Folje it formulier yn om kontakt mei ús op te nimmen, en wy helpe jo graach.
Auteursrjocht © 2026 TEYU S&A Koeler | Sitemap Privacybelied